




Under støpeformprøven oppstår ofte støpefeil uten en sikker prognose, derfor bør en god støpeformprøveingeniør ha rik erfaring for å bedømme årsaken så raskt som mulig, da kostnadene øker med tiden brukt på injeksjonsmaskinen.
Her har teamet vårt samlet litt erfaring, hvis denne delingen kan vise et lite hint til fordel for din lignende problemløsning, vil vi være veldig glade.
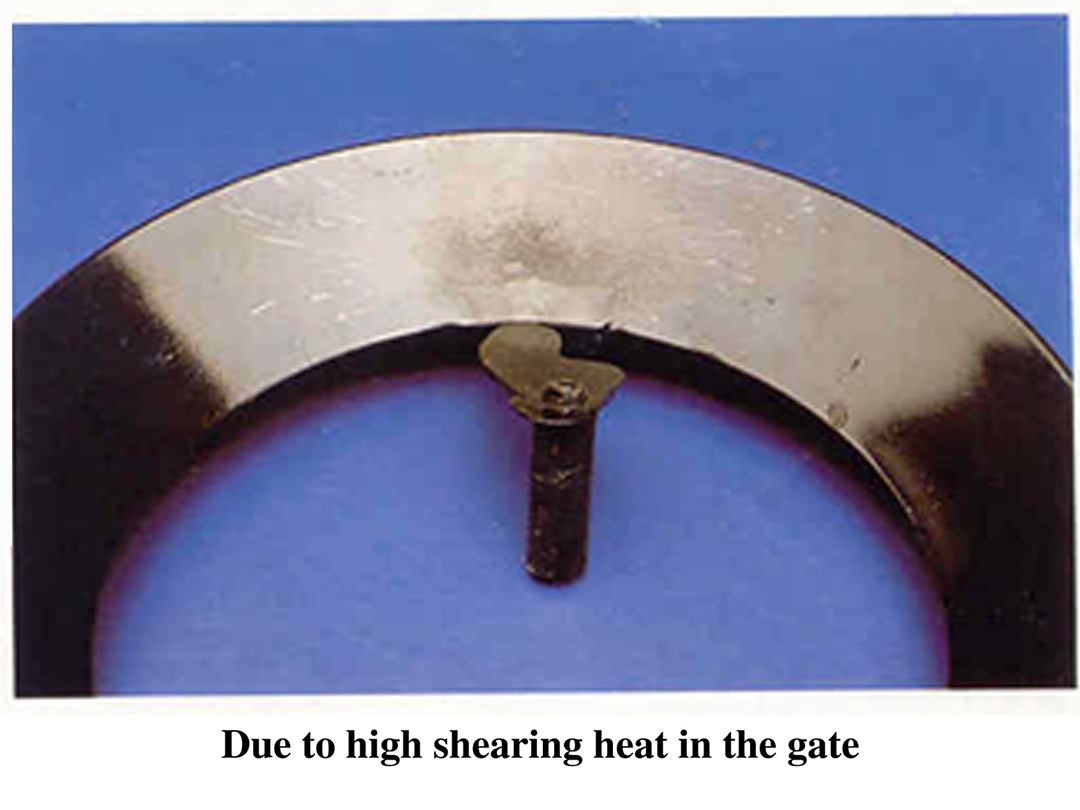
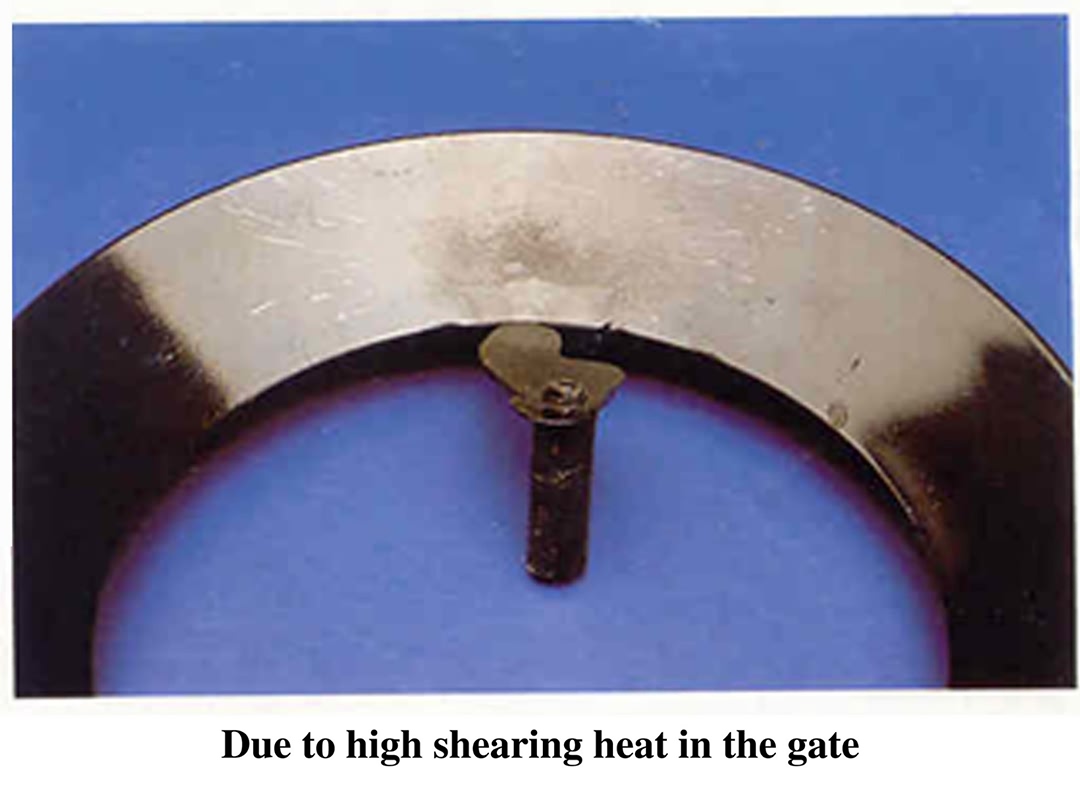
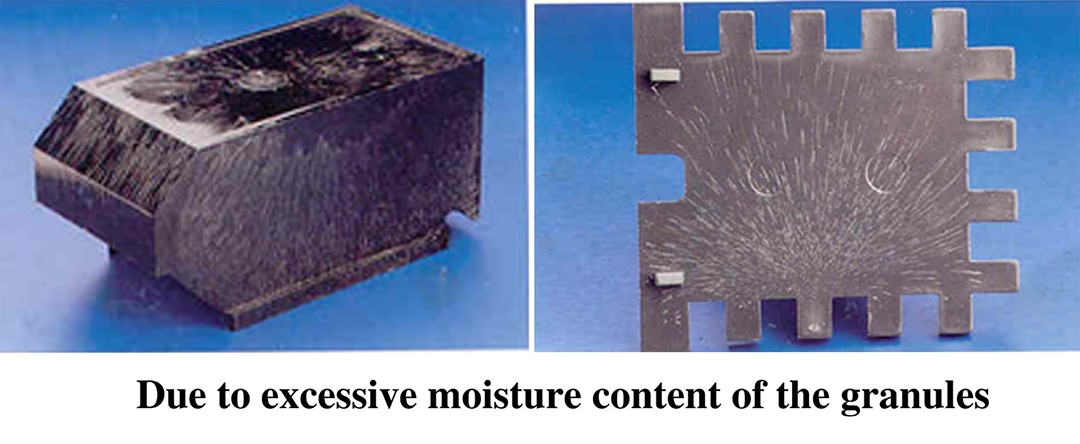
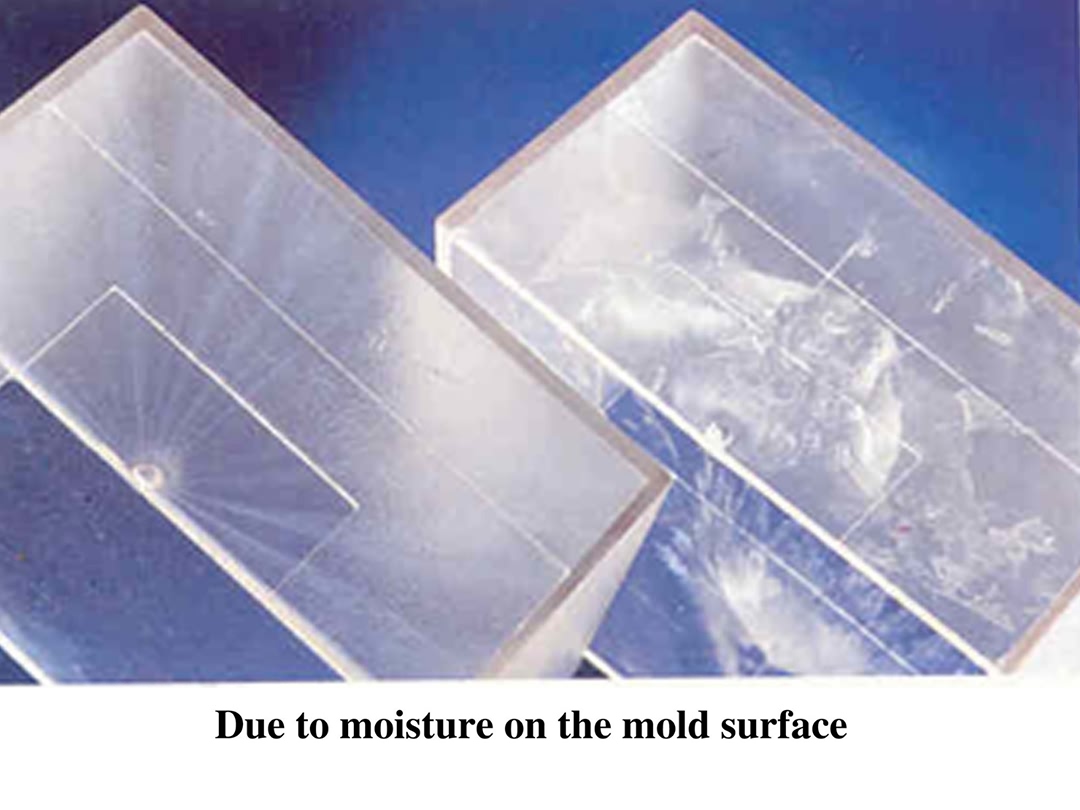
Her snakker vi om tre merker: "Brent merker", "våte merker" og "luftmerker".

Funksjoner:
·Dukker opp med jevne mellomrom
·Vises i smalt tverrsnitt eller luftfelleposisjon
·Smeltetemperaturen er nesten den øvre grensen for injeksjonstemperaturen
·Defekten har en viss effekt ved å redusere pressskruens hastighet
·Plastiseringstiden er for lang, eller hold deg i frontområdet av presseskruen for lenge
·Det resirkulerte plastmaterialet brukes for mye eller materialet har vært smeltet flere ganger før
·Vises i formen med varmtløpssystem
·Form med lukket munnstykke (avstengningsdyse)
Funksjoner:
3, luftmerker
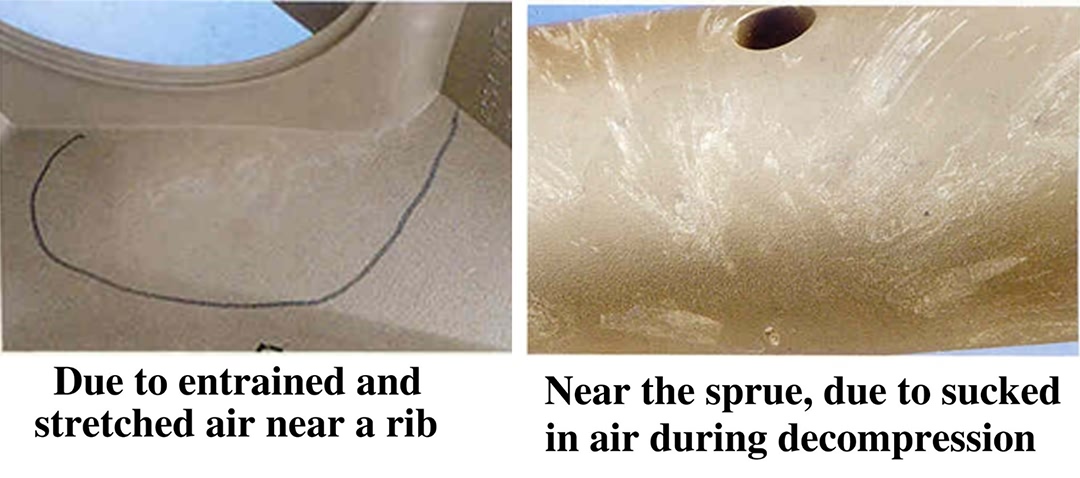
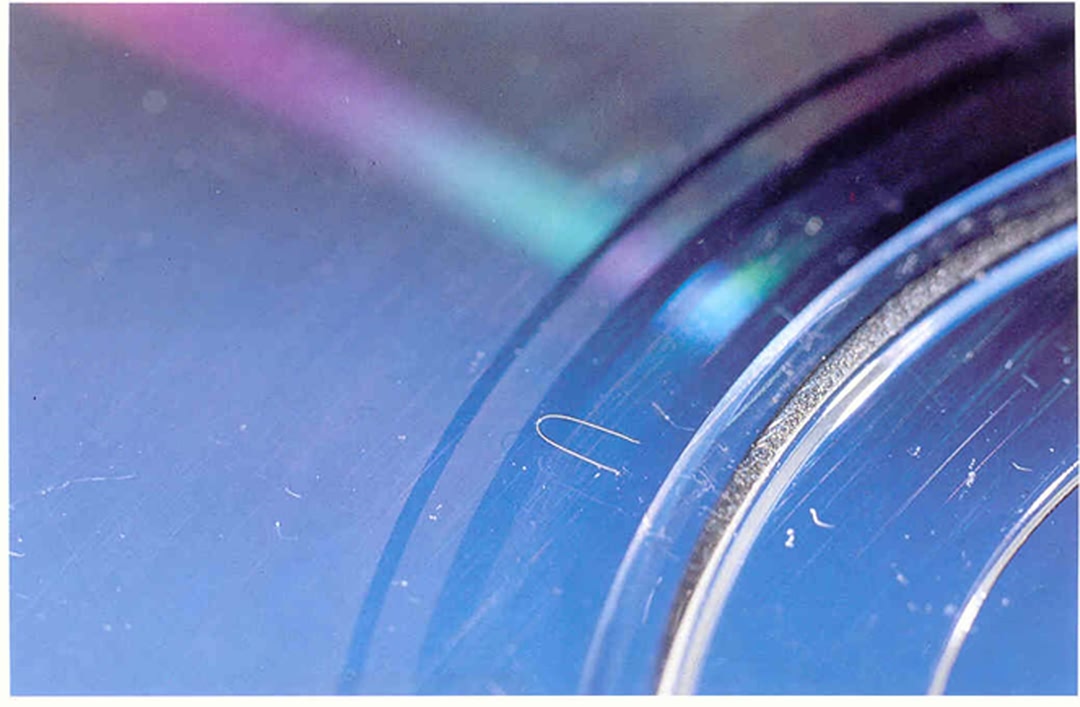
Generelt er luftmerkenes former grove, med sølv eller hvit farge, vises ofte i den sfæriske/buede overflaten, ribber/veggtykkelse endrer områder eller i nærheten av dyse, portinngangen vises vanligvis tynt lag med luftmerker; Luftmerker vises også ved graveringen, for eksempel: tekstgravering eller forsenkningsområde på stedet.
Bortsett fra de ovennevnte typene, har vi også "Glassfibermerker" og "Fargemerker" på delens overflate. Så i fremtiden vil flere erfaring med støpefeil bli delt med kjære venner på linkedin, hvis du har forskjellige meninger om innlegget mitt, vær så snill vennligst gi meg beskjed om dine kommentarer, som vi vet, er linkedin alltid en god plattform for oss å dele, lære og forbedre!
Innleggstid: 26. oktober 2020